Машина точечной сварки сопротивлением
с автономным
охлаждением и электромагнитным приводом
( МТР-12073 МТР-15073
МТР-16073 )
1.
Назначение.
Машина
точечной сварки сопротивлением с радиальным ходом верхнего электрода
МТР-1хх73 предназначена для сварки изделий из листовой низкоуглеродистой
и легированной стали контактным способом (точечная сварка).
Благодаря
особой конструкции сварочных электродов и скрытой системе охлаждения с
помощью этой машины точечной сварки можно сваривать не только листы
стали, но и различные изделия из листовой стали, тонкостенных уголков ,
изготавливать короба, различные ящики, трубы, изделия из проволоки и
арматуры.
Регулятор
точечной сварки РКС-Т23, в дальнейшем – РКС, позволяет легко настроить
машину точечной сварки на работу с максимальной производительностью при
высоком качестве сварки - в автоматическом режиме. Используя ручной
режим, можно выполнять нетиповые операции, в том числе прожигать
отверстия в стали, которую нельзя просверлить обычным способом.
(Например, в ножовочном полотне из стали Р3М6, Р6, которое применяется в
механических пилах).
Машину
точечной сварки ( МТР-12073 МТР-15073 МТР-16073 ) можно использовать в
помещениях, не имеющих подвода воды, канализации и пневмосети, т.к.
замкнутая встроенная система жидкостного охлаждения и электромагнитный
привод делают машину достаточно автономной: для ее работы нужна только
сеть 380 В. Это позволяет свободно использовать точечную машину на
арендных площадях.
2. Устройство и описание.
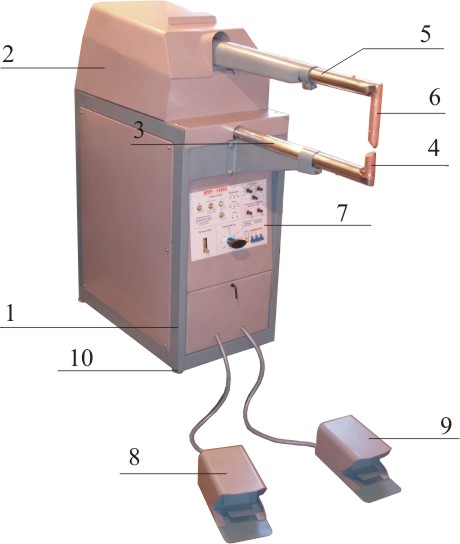
Внешний вид
машины показан на рисунке 1. Машина состоит из корпуса
1, внутри которого находятся все системы,
обеспечивающие работу машины: сварочный трансформатор, привод сжатия
электродов, система охлаждения, регулятор контактной сварки, силовая
электрика, автоматические выключатели, переключатель сварочного тока,
регуляторы, клеммники. На корпусе находится откидывающийся кожух
2, который открывает доступ к регулировкам величин
раствора электродов и усилия сжатия.
На корпусе
закреплены: нижнее неподвижное плечо 3, с электродом
4, верхнее подвижное плечо 5, с
электродом 6, панель управления 7,
регулируемые ножки 10. Педали управления: левая - вспомогательная
8, правая - основная 9.
Рис. 1
Органы управления.
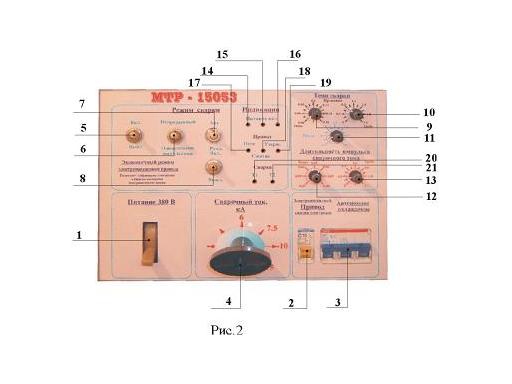 Панель управления показана на рисунке 2. Автоматический
выключатель 1 «Питание» подает питание на все системы
машины. При его включении должны загореться три зеленых светодиода
«Питание вкл.». Они сигнализируют о готовности машины к
работе.
Панель управления показана на рисунке 2. Автоматический
выключатель 1 «Питание» подает питание на все системы
машины. При его включении должны загореться три зеленых светодиода
«Питание вкл.». Они сигнализируют о готовности машины к
работе.
Автоматический выключатель 2 «Привод» подает
питание на электромагнитный привод, для работы он должен быть всегда
включен.
Автоматический выключатель 3 «Охлаждение»
включает насос и вентилятор системы охлаждения, при нормальной работе он
также должен быть всегда включен. Охлаждение можно не включать, если
выполняется не более 2 сварок в минуту металла толщиной до 1
мм.
Переключатель 4 «Ток, кА», позволяет
устанавливать нужный для работы сварочный ток в килоамперах: 6, 7.5, 10,
15 кА.
Тумблер
5 позволяет выключить экономичный режим
электромагнитного привода в случаевыхода из строя концевого выключателя.
Но тогда при длительных выдержках в режиме «Прицеливание» возможен
перегрев электромагнита – это аварийный режим работы. При нормальной
работе тумблер 5 «Экономичный режим…» должен быть в положении
«Вкл.».
Тумблер
6 режима сварки «Непрерывный – Одиночными импульсами».
Режим «Непрерывный» - при нажатии на правую педаль и удержании её циклы
сварки повторяются, до тех пор, пока педаль нажата. Режим «Одиночными
импульсами» - при нажатии и удержании педали производится только один
цикл сварки.
Тумблер
7 режима сварки «Авт.» - «Ручн.» переключает машину на
автоматическое и ручное управление. Для сварки в автоматическом режим он
должен быть в положении «Авт.». Режим «Ручн.» используется для
нестандартных ситуаций, в том числе для рожига отверстий.
Тумблер
8 «Сварка» «Вкл.» - «Выкл.» позволяет отключать подачу
сварочного тока для настройки электромагнитного привода и РКС. Рабочее
положение – «Вкл.».
Регуляторы
«Проковка» задают время выдержки деталей в сжатом положении после
окончания действия сварочного тока, используются для ведения сварки в
автоматическом режиме. Шкалы проградуированы в секундах. Установки
регуляторов 9 «Точно» и 10 «Грубо»
складываются.
Регулятор
11 «Пауза» задает временной промежуток между сварками
при постоянно нажатой основной педали, для работы в непрерывном
режиме.
Регуляторы
«Сварка» задают длительность прохождения сварочного тока. Установки
регуляторов 12 «Точно» и 13 «Грубо»
складываются.
Светодиод
14 сигнализирует о подаче питания на автоматику
РКС.
Светодиоды
15 и 16 сигнализируют о подаче питания
на цепи управления тиристорами.
Светодиод
17 сигнализирует подаче команды на сжатие.
Светодиод
18 сигнализирует о подаче питания на катушки
привода.
Светодиод
19 сигнализирует о полном втягивании нижней части
сердечника и переводе электромагнита в режим удержания.
Светодиоды
20 и 21 сигнализируют о подаче
сварочного тока.
3.
Технические характеристики.
Характеристики машин точечной
сварки  ( таблица)
( таблица)
Диапазон
толщин свариваемых деталей: 0,2 – 5мм.
Максимальная производительность: 90 сварок/мин
Вылет
электродов:до 600 мм.
Сварочный
ток: 5– до 17 кА
Число
ступеней регулирования: 4
Напряжение
сети: 3 х 380 В (силовая 1 х 380 В, 3 х 380 В – охлаждение).
Максимальная мощность: 65 кВА.
Потребляемый ток: 65 – 170 А.
Выходное
напряжение: 4,0 – 5,1 В.
Максимальный рабочий ход верхнего электрода: 30 мм.
Номинальное
усилие сжатия электродов: 150 - 330 кг.
Привод
сжатия электродов: электромагнитный.
Охлаждение:
жидкостное, скрытое, автономное.
Охлаждающая
жидкость: вода, тосол.
Количество
охлаждающей жидкости: 9 л.
Габаритные
размеры: длина 1,2 м, ширина 0,375 м, высота 1,04 м.
Сухая
масса: 160 кг.
Педали управления.
Правая
(основная) педаль: при нажатии на основную педаль машина работает по
заданной программе.
Левая
(дополнительная) педаль: при нажатии на дополнительную педаль электроды
сжимаются и удерживаются сжатом положении до тех пор, пока нажата эта
педаль, независимо от положения и режима работы основной педали. Т.е.
педаль управляет только сжатием электродов.
Особенности работы электромагнитного привода.
При подаче
команды на сжатие подаётся питание на катушки привода. Нижняя часть
сердечника втягивается в катушки, происходит сближение электродов. Когда
электроды сомкнулись, продолжается втягивание нижней части сердечника в
катушки. При этом происходит сжатие пружин пружинного механизма, по мере
чего нарастает усилие сжатия. Когда сердечник электромагнита втягивается
до упора, пружины пружинного механизма сжимаются до уровня,
выставленного регулятором усилия сжатия. Значение зазора 15 мм
соответствует усилию на электродах 175 кг. Усилие сжатия автоматически
увеличивается с увеличением толщины деталей. Поэтому, в этом случае при
сварке деталей 1+1 мм усилие сжатия составит 190 кг, а при сварке 2+2 мм
– составит 205 кг, 3+3 мм – 220 кг, 4+4 мм – 235 кг.
Тяга
электромагнита увеличивается по мере втягивания нижней части сердечника
в катушки, поэтому, если требуется сварить детали большой толщины, а
сердечник не втягивается, то выставлять усилие сжатия нужно уже по этим
деталям, а не по пустым электродам.
Максимальная тяга электромагнита МТР-1ххх3 – не менее 400
кг.
Особенности работы машины контактной сварки.
При нажатии
на правую (основную) педаль РКС даёт команду на сжатие, загорается
зеленый светодиод «Пуск», включается электромагнитный привод сжатия
электродов, загорается красный светодиод «Сжатие».
Когда
сердечник электромагнита втягивается до упора, усилие сжатия электродов
достигает номинального значения. В этот момент срабатывают концевые
переключатели. Левый - переводит электромагнит в режим удержания
(экономичный режим электромагнитного привода, ПВ=100%), загорается
желтый светодиод «Удержание». Правый – дает команду на подачу сварочного
тока. Такой принцип работы РКС обеспечивает защиту от подачи сварочного
тока до того момента, когда усилие сжатия электродов достигнет
номинального значения, что защищает детали от случайного прожога.
Время
прохождения сварочного тока задаётся регуляторами «Длительность импульса
сварочного тока». Установки времени регуляторов «Точно» и «Грубо»
складываются. Бесконтактное аналого-цифровое реле времени задает
длительность прохождения сварочного тока. Ток подаёт тиристорный
контактор. О подаче на тиристоры сигнала управления сигнализируют
красные светодиоды «Т1» и «Т2».
Во время
прохождения сварочного тока педаль должна оставаться нажатой. Если
отпустить педаль во время подачи сварочного тока, то сварка будет
прервана аварийно, но при этом мгновенного разжатия электродов не
произойдёт, что защищает детали от повреждения. Аварийное прерывание
сварочного тока может оказаться необходимым, если случайно была
выставлена слишком большая длительность импульса сварочного тока, а
оператор это увидел уже по самому процессу сварки.
После
окончания действия сварочного тока детали удерживаются в сжатом
состоянии в течение времени, выставленном регуляторами «Проковка». Если
во время проковки отпустить педаль, то преждевременного разжатия
электродов не произойдет, они разожмутся только после установленной
регуляторами «Проковка» выдержки – это также обеспечивает качество
сварки.
Время
проковки всегда должно быть больше времени сварки, т.к. после окончания
прохождения сварочного тока расплавленный металл деталей должен успеть
застыть до того, как электроды будут разжаты. Признаком недодержки
деталей в сжатом состоянии является темное пятнышко в центре пятна
сварки. После окончания проковки электроды разжимаются.
Время
прохождения сварочного тока и время проковки подбираются опытным путем
на образцах материала до достижения требуемого качества сварки. Чем
больше толщина деталей, тем больше сварочный ток, время его прохождения
и время проковки.
Существуют
жёсткие, средние и мягкие режимы сварки. Жёсткие режимы характеризуются
большими токами, большими усилиями сжатия и малым временем протекания
тока: Iсв = 10 S, Р = 250 S, t
= 0.08 S. Где Iсв – сварочный ток, кА;
t – время протекания тока, сек.; Р –
усилие сжатия, кг; S – толщина листа стали. При мягких
режимах ток и усилие сжатия в 2-3 раза меньше, время протекания тока – в
десятки раз больше.
Чем короче
импульсы сварочного тока, тем меньше износ электродов и деформация
деталей от нагрева. Поэтому, когда есть необходимость в длинных
импульсах тока, полезно разбивать длинный импульс на несколько коротких.
Качество сварки добиваются экспериментальным путём, подбирая
длительность импульса, время проковки и количество импульсов.
Чем хуже
качество поверхности деталей, тем больше время сварки и проковки, тем
больше и грубее пятно сварки и тем меньше стабильность качества сварки.
Покрытие деталей цинком также требует увеличения сварочного тока и
длительности импульса.
При разрыве
качественно сваренных деталей металл вырывается вокруг точек сварки, а
пятно сварки остается целым.
Режимы сварки, обеспечиваемые РКС-Т23.
Автоматический режим непрерывной сварки.
Положение переключателей режима сварки: «Непрерывный –
одиночными импульсами» - «Непрерывный», «Авт. – Ручн.» - «Авт.».
При нажатии
на правую педаль электроды сжимаются, после чего подаётся сварочный ток
на время, установленное регуляторами «Длительность импульса сварочного
тока».
После
окончания подачи сварочного тока электроды удерживаются в сжатом
состоянии для застывания металла в течение времени, заданного
регуляторами «Проковка».
После
окончания проковки выключается ток удержания электромагнитного привода,
и электроды разжимаются. Электроды остаются в разжатом положении в
течение времени, установленном регулятором «Пауза». Если педаль остается
нажатой, то после паузы цикл сварки повторяется.
Время паузы
подбирается с тем расчетом, чтобы не перегревались электроды при сварке
деталей большой толщины, или чтобы оператор успевал передвигать деталь.
При сварке тонкого металла в быстром темпе нужно просто тянуть деталь с
одинаковым усилием, тогда точки сварки пройдут равномерно.
При работе
в непрерывном режиме возможен темп сварки до 2-х сварок в
секунду.
Для
настройки оптимального темпа сварки можно использовать выключатель
сварочного тока, который в положении «Выкл» блокирует подачу сварочного
тока во время настройки. При этом привод работает по заданной
программе.
При
выполнении одиночных циклов сварки в непрерывном режиме нужно нажать
основную педаль и отпустить ее сразу после того, как электроды
разожмутся.
Для
обеспечения удобства сварки одиночными импульсами, чтобы исключить
вероятность случайного повторения цикла сварки, можно использовать
«Режим автоматической сварки одиночными импульсами».
Режим автоматической сварки одиночными
импульсами.
Переключатель «Непрерывный – одиночными импульсами» перевести в
режим «Одиночными импульсами».
Сварка
будет вестись точно так же, как в непрерывном режиме, но производится
только один цикл сварки, сколько бы ни находилась педаль в нажатом
состоянии. Для повторения цикла сварки нужно отпустить и снова нажать
правую педаль.
Режим «Прицеливание».
При нажатии
на левую (вспомогательную) педаль электроды сожмутся, но сварочный ток
подан не будет. Если отпустить педаль, то электроды разожмутся. Это
обеспечивает возможность поправки положения деталей относительно друг
друга, а также корректировку угла между деталями в то время, когда
детали уже сжаты электродами. Этот режим повышает удобство и точность
сварки сложных и экспериментальных конструкций.
Если нажать
на левую педаль, удерживать ее и нажать на правую – то будет подан
сварочный ток на установленное регуляторами время. Такой способ сварки
позволяет сжать детали, скорректировать их в сжатом положении (например,
выставить угол между деталями), а затем сварить их.
Если левую
педаль удерживать, а правую отпустить и нажать ее снова, то импульс тока
будет подан повторно.
Если сразу
же после окончания подачи сварочного тока отпустить обе педали, то
электроды разожмутся только через время, заданное регуляторами
«Проковка». Это обеспечивает высокое качество сварки.
Если
отпустить правую педаль, удерживая нажатой левую, то электроды после
проковки не разожмутся – они разожмутся только после отпускания левой
педали.
Используя 2
педали, можно реализовать «режим сварки несколькими импульсами
сварочного тока».
Режим сварки несколькими импульсами сварочного тока
Переключатель «Непрерывный – одиночными импульсами» перевести в
положение «Непрерывный».
При нажатии
на левую педаль произойдёт сжатие. При нажатии на правую педаль пойдут
циклы: импульс сварочного тока – проковка – импульс сварочного тока –
проковка, и так до тех пор, пока нажата правая педаль.
Настройка
времени паузы на качество сварки не влияет, поэтому для повышения
производительности, при нажатии на левую педаль время паузы
автоматически становится равным нулю.
Если сразу
после окончания импульса сварочного тока отпустить левую педаль, то
электроды разожмутся только тогда, когда закончится выдержка в сжатом
положении, время которой установлено регуляторами «Проковка».
Если левую
педаль отпустить, а правую педаль продолжать удерживать, то пойдёт
сварка в непрерывном режиме. Таким образом, можно чередовать
автоматическую сварку со сваркой несколькими импульсами, что позволяет
ускорить сварку металла, где постоянно меняется или толщина металла, или
сварка 2-х листов чередуется со сваркой 3-х листов. При этом не нужно
постоянно менять настройки, а удобнее применять сварку несколькими
импульсами в местах большей толщины металла.
Например,
если сварка 2-х листов стали толщиной 1 мм производится одним импульсом,
то сварка 3-х таких листов производится 5-ю импульсами тока, при этом
обеспечивается высокое качество сварки.
Многоимпульсный режим хорошо применять для сварки толстого
металла: 2 – 4 мм. Это позволяет избежать длинных импульсов сварочного
тока, повышенного износа электродов – из-за перегрева кончиков
электродов, также позволяет повысить качество сварки.
Режим ручного управления.
Переключатель «Авт. – Ручн.» в положении «Ручн.»
Левая
педаль управляет сжатием электродов: при нажатии на педаль электроды
сжимаются, при отпускании – разжимаются, без подачи тока.
Правая
педаль подает сварочный ток на все время удержания педали в нажатом
состоянии.
Педали
работают независимо друг от друга, автоматика РКС, обеспечивающая
качество сварки, при этом отключена.
Например,
ток можно подавать, когда электроды не сжаты, можно сжать и разжать
электроды прямо во время подачи сварочного тока.
Это
позволяет выполнять прожигание отверстий: левой педалью сжать электроды,
правой подать ток, разогреть место прожига до ярко-красного свечения, а
затем, не выключая ток, отпустить левую педаль и разжать электроды. При
разжатии электродов во время подачи сварочного тока произойдёт выброс
расплавленного металла и прожиг отверстия.
Таким
образом, можно прожигать отверстия в металле, который невозможно
просверлить сверлом, например, в быстрорежущей стали.
Следует
помнить, что при этом происходит усиленный износ электродов и летят
искры от выброса расплавленного металла, т.е. это критический режим, но
он позволяет в случае необходимости выполнить задачу.
Режим
ручного управления позволяет реализовать сварку несколькими импульсами,
когда нужно, чтобы длительность импульсов была разной.
Также режим
ручного управления работает при полном отказе автоматики РКС, что
позволяет в случае необходимости продолжать сварку.
Контакты: Украина, г. Сумы, ул. Д. Коротченко 2
Тел. +38-0542-780-154, 155, тел./ф. +38-0542-780-153
E-mail: sts_pr@mail.ru